
Section
2 Cylindrical shells and drums subject to internal pressure
2.1 Minimum thickness
2.1.3 Irrespective
of the thickness determined by the above formula, t is to be not less
than:
-
6,0 mm for cylindrical
shell plates.
-
For tube plates,
such thickness as will give a minimum parallel seat of 9,5 mm, or
such greater width as may be necessary to ensure tube tightness, see
Vol 2, Pt 8, Ch 1, 14.6 Fitting of tubes in water tube boilers
2.2 Efficiency of ligaments between tube holes
2.2.1 Where
tube holes are drilled in a cylindrical shell in a line or lines parallel
to its axis, the efficiency, J, of the ligaments is to
be determined as in Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.2, Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.3 and Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.4.
2.2.2
Regular
drilling. Where the distance between adjacent tube holes is
constant, see
Figure 1.2.1 Regular drilling,
where
|
d
|
= |
the
mean effective diameter of the tube holes, in mm, after allowing for
any serrations, counterboring or recessing, or the compensating effect
of the tube stub. See
Vol 2, Pt 8, Ch 1, 2.3 Compensating effect of tube stubs and Vol 2, Pt 8, Ch 1, 2.4 Unreinforced openings.
|
|
s
|
= |
pitch
of tube holes, in mm. |
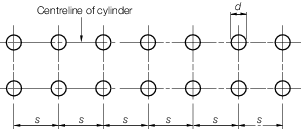
Figure 1.2.1 Regular drilling
2.2.5 Where
the circumferential pitch between tube holes measured on the mean
of the external and internal drum or header diameters is such that
the circumferential ligament efficiency determined by the formula
in Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.2 and Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.3 is less than one-half of the
ligament efficiency on the longitudinal axis, J in Vol 2, Pt 8, Ch 1, 2.1 Minimum thickness is to be taken as twice the circumferential
efficiency.
2.2.7 For
spacing of tube holes on a diagonal line as shown in Figure 1.2.3 Spacing of holes on a diagonal line, or in a regular saw-tooth
pattern as shown in Figure 1.2.4 Regular saw-tooth pattern of holes, J is to be determined from the formula in Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.8, where a and b, as shown in Figure 1.2.3 Spacing of holes on a diagonal line and Figure 1.2.4 Regular saw-tooth pattern of holes, are measured, in mm, on the
median line of the plate, and d is as defined in Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.2
2.2.9 For
regularly staggered spacing of tube holes as shown in Figure 1.2.5 Regular staggering of holes, the smallest value of
the efficiency, J, of all ligaments (longitudinal, circumferential
and diagonal) is to be used where a and b as
shown in Figure 1.2.5 Regular staggering of holes are measured,
in mm, on the median line of the plate, and d is as defined
in Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.2
2.2.10 For
irregularly spaced tube holes whose centres do not lie on a straight
line, the formula in Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.3 is
to apply, except that an equivalent longitudinal width of the diagonal
ligament is to be used. An equivalent longitudinal width is that width
which gives, using the formula in Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.2,
the same efficiency as would be obtained using the formula in Vol 2, Pt 8, Ch 1, 2.2 Efficiency of ligaments between tube holes 2.2.8 for the diagonal ligament
in question.
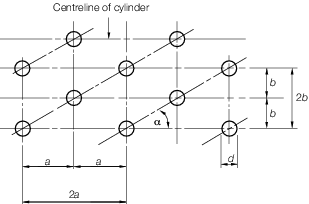
Figure 1.2.5 Regular staggering of holes
2.3 Compensating effect of tube stubs
2.3.1 Where
a drum or header is drilled for tube stubs fitted by strength welding,
either in line or in staggered formation, the effective diameter of
holes is to be taken as:
where
|
d
e
|
= |
the equivalent diameter of the hole, in mm |
|
d
a
|
= |
the actual diameter of the hole, in mm |
|
t
|
= |
the
thickness of the shell, in mm |
|
A
|
= |
the
compensating area provided by each tube stub and its welding fillets,
in mm2.
|
2.3.2 The
compensating area, A, is to be measured in a plane through
the axis of the tube stub parallel to the longitudinal axis of the
drum or header and is to be calculated as follows, see
Figure 1.2.7 Compensation of welded tube stubs and Figure 1.2.8 Compensation of welded tube stubs
- the cross-sectional area of the stub, in excess of that required
by Vol 2, Pt 8, Ch 1, 7.1 Minimum thickness for the minimum tube
thickness, from the interior surface of the shell up to a distance, b, from the outer surface of the shell;
- plus the cross-sectional area of the stub projecting inside the
shell within a distance, b, from the inner surface of
the shell;
- plus the cross-sectional area of the welding fillets inside and
outside the shell;
where
|
b
|
= |

|
|
t
b
|
= |
actual thickness of tube stub, in mm. |
2.4 Unreinforced openings
2.4.2 The
maximum diameter, d, of any unreinforced isolated openings
is to be determined by the following formula:
The value of K to be used is calculated
from the following formula:
where p, D
o and
σ are as defined in Vol 2, Pt 8, Ch 1, 1.2 Definition of symbols
|
t |
= |
actual thickness
of shell, in mm. |
2.4.4 No unreinforced
opening is to exceed 200 mm in diameter.
2.4.5 Holes
may be considered isolated if the centre distance between two holes
on the longitudinal axis of a cylindrical shell is not less than:
|
d
|
= |
diameter
of openings in shell (mean diameter if dissimilarly sized holes involved) |
|
D
|
= |
mean
diameter of shell |
|
t
|
= |
actual
thickness of shell |
Where the centre distance is less than so derived,
the holes are to be fully compensated.
Where two holes
are offset on a diagonal line, the diagonal efficiency from Figure 1.2.6 Efficiency of ligaments between holes may be used to derive
an equivalent longitudinal centre distance for the purposes of this
paragraph.
2.5 Reinforced openings
2.5.1 Openings
larger than those permitted by Vol 2, Pt 8, Ch 1, 2.4 Unreinforced openings are
to be compensated in accordance with Figure 1.2.9 Compensation for welded standpipes or branches in cylindrical shells(a) or (b). The following symbols are used in Figure 1.2.9 Compensation for welded standpipes or branches in cylindrical shells(a) and (b):
|
t
s
|
= |
calculated thickness of a shell without joint or opening or
corrosion allowance, in mm |
|
t
a
|
= |
actual thickness of shell plate without corrosion allowance,
in mm |
|
t
b
|
= |
actual thickness of standpipe without minus tolerances and corrosion
allowance, in mm |
|
t
r
|
= |
thickness of added reinforcement, in mm |
|
D
i
|
= |
internal diameter of cylindrical shell, in mm |
|
d
o
|
= |
diameter of hole in shell, in mm |
|
L
|
= |
width
of added reinforcement not exceeding D, in mm
|
|
C
|
= |
 in mm in mm
|
|
D
|
= |
 and is not to exceed 0,5 d
o, in
mm and is not to exceed 0,5 d
o, in
mm
|
|
σ |
= |
shell plate
allowable stress, N/mm2
|
|
σp
|
= |
standpipe
allowable stress, N/mm2
|
|
σr
|
= |
added
reinforcement allowable stress, N/mm2
|
|
σw
|
= |
weld
metal allowable stress, N/mm2
|
Note σp, σr and σw are
not to be taken as greater than σ.
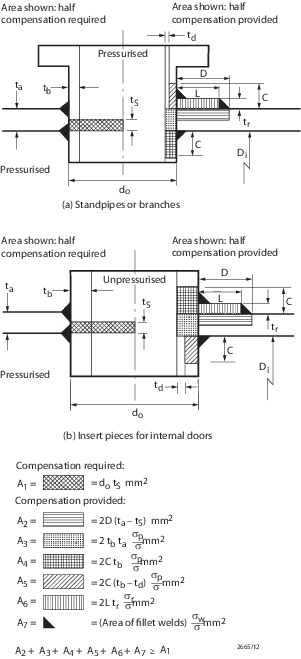
Figure 1.2.9 Compensation for welded standpipes or branches in cylindrical shells
2.5.3 Compensation
is to be distributed equally on either side of the centreline of the
opening.
2.5.4 The
welds attaching standpipes and reinforcing plates to the shell are
to be of sufficient size to transmit the full strength of the reinforcing
areas and all other loadings to which they may be subjected.
|